Раздел 1
Модель, структура производства,
оборудование на участках подготовки и раскроя.
Структура производства.
Структура современного швейного производства включает в себя:
- участок подготовки,
- участок раскроя,
- участок пошива,
- участок окончательной отделки
В зависимости от сложности ассортимента и мощности потока эти участки могут быть самостоятельными или совмещёнными. .
Участки подготовки и раскроя.
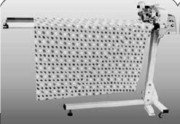
На участке подготовки производится приёмка, а также разбраковка и промер длины и ширины материала с применением разбраковочно-промерочной машины.
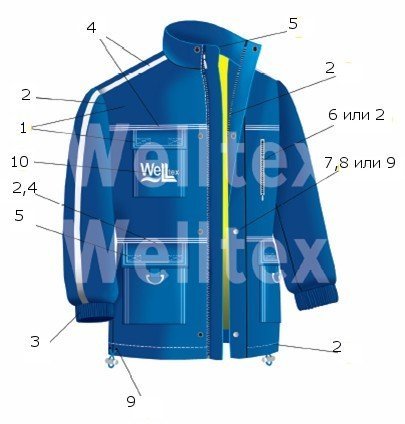
На раскройном участке производят настилание на настилочном столе ткани верха и подкладки вручную или с применением настилочной каретки, обмеловку раскладок лекал и рассекание настила на передвижных машинах с вертикальным ножом. Для предотвращения скольжения наспила производят его точечное спекание в местах межлекальных выпадов, а также разметку места расположения карманов, вытачек и др. с помощью разметочного устройства с нагревом (или без) и вращением иглы.
Окончательный (точный) раскрой деталей выполняют на стационарной машине с ленточным ножом, стол которой совмещён с настилочным столом.
Утепляющую прокладку из синтепона настилают и раскраивают на отдельном столе, при этом желательно использовать стол с вакуум отсосом для для сжатия и уменьшения высоты настила. С целью сохранения вакуума настил накрывают полиэтиленовой плёнкой. Раскрой производят передвижными раскройными машинами с вертикальным термо ножом, в которых в качестве режущего инструмента используется нагреваемая проволока из нихрома.
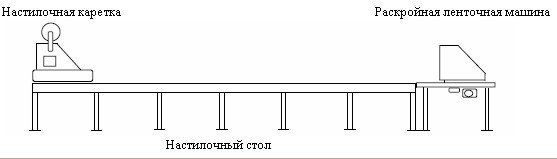
Длина рабочего стола определяется с учётом расхода материала на одно изделие, выпуска изделий в смену и количества слоёв в настиле. Кроме того, к этой расчётной длине нужно прибавить по 1,5м. с каждого конца стола для работы настилочной каретки.
Ширина стола определяется с учетом максимальной ширины раскраиваемого материала с добавлением 0,3м с каждой стороны для работы с передвижными ножами.
Высота стола стационарной ленточной раскройной машины должна соответствовать высоте настилочного стола.
Настилочный стол оснащается концевыми отрезными и прижимными линейками.
Ширина проходов вдоль стола - не менее 1м, со стороны торцов стола - 1,5-3,0 м.
Оптимальное количество рабочих - 3 человека: один на настилочной каретке, двое - на передвижных и ленточном ножах.
Число полотен в настиле
материалы верха:
| синтетические ткани | 150 |
| смесовые ткани | 80 |
| искусственная кожа | 50 |
подкладочные материалы:
ткани и трикотажные полотна из синтетических и вискозных нитей | 150 |
утепляющая прокладка:
| клеёное объёмрое теплоизаляционное полотно | 16 |
| мех подкладочный | 22 |
| прокламилин | 70 |
Оборудование для подготовительно-раскройного участка производства курток утепленных
Технологические операции | Тип применяемого оборудования | Рекомендуемое оборудование | |
1. Разбраковка и промер материалов | Мерильно-браковочная машина | KAIGU YB-170 |
|
2. Отрезание и закрепление концов полотен в настиле | Линейка концевая ручная или линейка концевая автоматическая
| KAIGU СD-2000 2,5м СD-2000-3 м
Type Special C-E1/2000 |
|
3. Настилание полотен | Автоматическая настилочная каретка | KAIGU серия ТВ |
|
| 4. Разметка и спекание настила | Разметочное устройство с электронагревом и вращением иглы | TYPICAL DZ3-1D TYIP SPECIAL C-D (серия) |
|
5. Предварительный раскрой настила | Передвижная раскройная машина с вертикальным ножом | TYPICAL KS65/85/103/105
|
|
6. Предварительный раскрой низких настилов | Передвижная раскройная машина с дисковым ножом | KAIGU YC20/25/70 |
|
7. Точный раскрой деталей | Стационарная раскройная ленточная машина | TYPICAL CZD-700A/900A Kaiqu серия ВК |
|
8. Нарезание полос (бейки) | Машина для нарезания полос | TYPICAL TC1-IA CB1-I(II)
| |
| 9. Нумерация кроя | Пистолет маркировочный | Smart 10 Black |  |